Уход за электродами
- Инструкция по эксплуатации машины для контактной сварки серии DNB (BB)
- Руководство по эксплуатации Контроллера GOLD-2KE
- Что необходимо знать о контактной сварке
- Типы машин контактной точечной сварки
- Параметрия контактных машин для стали и алюминия
- Выбор портативных клещей
- Эффективное применение машин многоточечной контактной сварки
- ➔ Уход за электродами
- Методы устранения сварочных дефектов
- Точечная сварка металлов
- Стыковая сварка металлов
- Контактная сварка – особенности конструирования средств автоматизации и механизации
- Эксплуатация контактных машин
- Средства механизации и автоматизации при контактной сварке
- Монтаж контактных машин
- Основные технико-экономические показатели эффективности
- Техника безопасности контактной сварки
- Проверка контактной машины перед запуском
- Выбор режима контактной сварки
- Способы стыковой сварки, подготовка сварных конструкций
- Режимы стыковой сварки оплавлением
- Режимы стыковой сварки сопротивлением
- Метод планирования эксперимента для выбора оптимальных параметров контактной точечной сварки.
- Технологическая схема производства сварных узлов
- Виды контактной сварки
- Руководство по эксплуатации многоточечных машин для изготовления проволочных сеток МАЛС,МАКС
- Контроллер машины многоточечной контактной сварки SA-2000AF
- Контактная сварка со столом автоподачи SA-2000 AF для многоточечной сварки проволочной сетки
- Руководство по эксплуатации тавровой сварки ST-1500
Данная таблица наглядно показывает важность обслуживания электродов. Это важно не только для сохранения качества сварного соединения, которое имеет первостепенное значение, но и для снижения лишней нагрузки на сварочное оборудование. После изучения табличных данных вы сможете сделать собственные выводы.
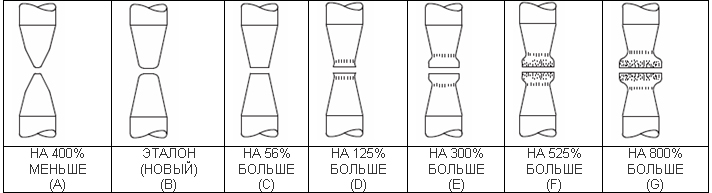
СВАРОЧНОЕ ПЯТНО

ТРЕБУЕМАЯ СИЛА ТОКА, А

РЕЗУЛЬТАТ
ПРАВИЛЬНОЕ ОБСЛУЖИВАНИЕ ЭЛЕКТРОДОВ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ И РЕЛЬЕФНОЙ СВАРКИ
Электроды для рельефной сварки
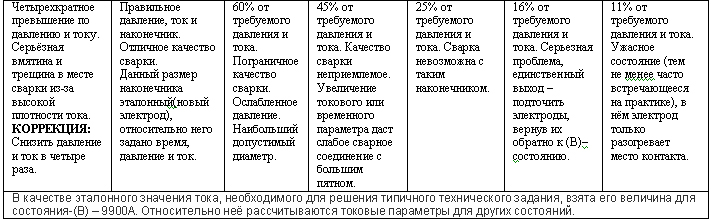
Для обеспечения точного выравнивания, необходимого для хорошего контакта и качества сварных соединений, электроды для рельефной сварки должны быть расположены прямо на центральной линии приложения давления. В дополнение к появлению некачественных сварных соединений недостаточная центровка электродов может привести к повреждению их поверхностей [рис. 1].
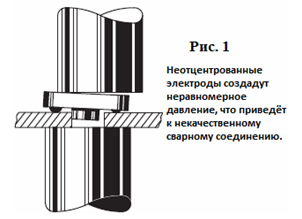
Другой серьёзной причиной плохой сварки является непараллельность поверхностей электродов. Она влечёт за собой неравномерное давление на электродах, что приводит к выплёскиванию расплавленного металла из области сварки во время сварочного цикла. В том случае, если сварка пошла через несущую часть электрода, повреждаются рельефы, и может сгореть изоляция. Кроме того, непараллельность приводит к закусыванию наконечников электродов их несущими частями во время сварки, в результате чего возникает ожог на заготовке в месте контакта со смещёнными рельефами, и возможен сдвиг относительно ответных частей сварочной оснастки [рис. 2].
Рекомендации по обслуживанию
СЛЕДУЕТ
... держать запас электродов на станке, чтобы минимизировать простои из-за замены электрода,
... подтачивать электроды на токарном станке,
... использовать специальный 3 класс меди для наконечников электродов.
НЕ СЛЕДУЕТ
... подпиливать электроды (неровная поверхность приведет либо к частичной сварке, либо к выплеску металла из сварочной зоны),
... хранить электроды в местах, где возможно повреждение их поверхностей,
... использовать разводной ключ для снятия электродов.
Электроды для точечной сварки
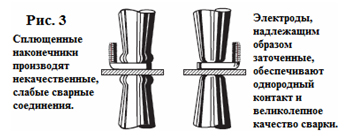
При контактной точечной сварке тепловая концентрация зависит от размеров и формы наконечников электродов. Сварка осуществляется по всей площади под наконечником электрода, через который проходит ток. Наконечники небольших диаметров электродов для точечной сварки разрушаются или стачиваются гораздо быстрее своих собратьев по рельефной сварке, и, следовательно, их необходимо регулярно подтачивать, чтобы поддерживать правильный контакт [рис. 3].
Рекомендации по обслуживанию
СЛЕДУЕТ
... держать запас электродов на станке,
... периодически подтачивать электроды на специализированном станке,
... менять диаметра наконечников при работе с разными толщинами свариваемого металла.
НЕ СЛЕДУЕТ
... подпиливать электроды (неровная поверхность приведет к непроварам),
... хранить электроды в местах, где возможно повреждение их поверхностей,
... использовать разводной ключ для снятия электродов.
Общие рекомендации:
1. Для обеспечения идеального выравнивания, поверхности и оси электродов должны быть параллельны. Это может быть проверено путем вставки между электродами куска угля и листа чистой белой бумаги и запуска электродов в тестовом режиме. Получившийся на бумаге отпечаток покажет размер и однородность плоскости контакта между двумя поверхностями.
2. Используйте водяную рубашку в случае необходимости и располагайте её как можно ближе к сварочной поверхности.
3. Держите свариваемый материал чистым: без масла, пленки, грязи и других посторонних веществ.
4. Следуйте предписанной технологической процедуре сварки.
СВАРОЧНЫЕ ЭЛЕКТРОДЫ И ДЕРЖАТЕЛИ
РЕКОМЕНДУЕТСЯ |
ВОСПРЕЩАЕТСЯ |
| 1. Используйте электроды из материала, подходящего для вашей задачи. 2. Используйте стандартные электроды везде, где это возможно. 3. Используйте наконечники оптимального диаметра для заданной толщины свариваемых материалов. 4. Использование прозрачные шланги, чтобы постоянно контролировать ток воды через электроды. 5. Подключите шланг подачи воды к соответствующему входу на держателе для того, чтобы вода сначала поступала в центральную охлаждающую трубу. 6. Охлаждайте электроды водой, текущей со скоростью не менее 7 литров в минуту через каждый наконечник. 7. Убедитесь, что внутренняя трубка системы охлаждения держателя вставлена в отверстие для воды на наконечнике на глубину до 6мм. 8. Отрегулируйте внутреннюю трубку системы охлаждения держателя по высоте при переходе на наконечник другой длины. 9. Убедитесь, что верхний конец трубки системы охлаждения держателя обрезан под углом, не вызывающим заедание наконечника и перекрытие подачи воды. 10. Нанесите тонким слоем специальную смазку на стержень наконечника до вставки в держатель, чтобы легче было его вытаскивать. 11. Используйте держатели эжекторного типа для легкого извлечения наконечников и чтобы избежать повреждений стержней наконечников. 12. Держите наконечник и держатель чистыми, гладкими и свободными от посторонних субстанций. 13. Подтачивайте электроды точечной сварки достаточно часто для сохранения качества сварки. 14. Подтачивайте электроды на токарном станке до первоначальной формы по мере возможности. 15. Используйте кусок кожи или резиновый молоток при выравнивании держателя или наконечника. 16. Подавайте охлаждающую жидкость с обеих сторон диска при шовной сварке. 17. Используйте специально разработанные накаточные диски для поддержания надлежащей формы дискового электрода для шовной сварки. |
1. Никогда не используйте неизвестные электроды или электродные материалы. 2. Избегайте специальных, офсетных или нестандартных наконечников, когда работу можно выполнить с помощью стандартного прямого наконечника. 3. Не используйте маленькие наконечники для сварочных работ с тяжёлыми большими заготовками и наоборот. 4. Не забудьте включить подачу охлаждающей воды на полную мощность прежде, чем начать сварку. 5. Никогда не используйте шланг, который неплотно садится на сосок подачи воды на держателе. 6. Не допускайте протечек, засорения или повреждения водяной оснастки. 7. Избегайте использования держателей с текущими или деформированными трубками. 8. Никогда не используйте держатели электродов, которые не имеют регулируемых внутренних трубок системы охлаждения. 9. Не давайте трубке закупориться из-за накопления примесей. Несколько капель масла с разумной периодичностью помогут сохранить трубку рабочей. 10. Не позволяйте электродам оставаться без дела в держателях на длительные промежутки времени. 11. Не используйте разводные ключи или аналогичные инструменты для извлечения электродов. 12. Избегайте использования свинцовых белил или подобных соединений для герметизации протечки переходников. 13. Никогда не позволяйте наконечнику электрода точечной сварки сплющиться до такой степени, что подточка станет затруднительной. 14. Никогда не используйте грубые диски для подточки электродов. 15. Не бейте по держателю или наконечнику стальным молотком при выравнивании оснастки. 16. Избегайте в шовной сварке использования дисков слишком тонких для данной тепловой или физической нагрузки. 17. Не давайте сварочным дискам выходить за пределы свариваемых заготовок. |

